EXPANDED MEASUREMENT UNCERTAINTY IN 100% INSPECTIONS
2019-06-19 - How to apply the second edition of VDA Volume 5 in practice
| Name | Usage | Duration |
|---|---|---|
| privacylayer | Status Agreement Cookie hint | 1 year |
| Name | Usage | Duration |
|---|---|---|
| _ga | Google Analytics | 2 years |
| _gid | Google Analytics | 1 day |
| _gat | Google Analytics | 1 minute |
| _gali | Google Analytics | 30 seconds |


30 June 2016: Wolfgang Schultz
Some people like to translate SPC as “show program for customers”, which implies that it has obviously something to do with pictures. SPC thus tries to show customers that the processes manufacturing their products meet the respective requirements reliably. Since each product includes specific characteristics, SPC is all about proving capability numerically based on measured values and showing the results in clear graphics. SPC actually means statistical process control. But what is actually part of statistical process control and what is not? Opinions differ. Some users think that statistical process control is restricted to the application of quality control charts. They consider the previously needed analysis of the distribution, its statistics and stability to be prerequisites but do not include these pieces of information (...).
In search of supplementary information, you are likely to “google“, which leads you to Wikipedia, at least in most cases. As of 23 February 2016, 11:13 a.m., you will find the following information:
“…is a method of quality control which uses statistical methods. SPC is applied in order to monitor and control a process. Monitoring and controlling the process ensures that it operates at its full potential. At its full potential, the process can make as much conforming product as possible with a minimum (if not an elimination) of waste (rework or scrap). SPC can be applied to any process where the "conforming product" (product meeting specifications) output can be measured. Key tools used in SPC include control charts; a focus on continuous improvement; and the design of experiments.”
The main aspect behind the description given above is that SPC is applied in a much wider context than just the use of quality control charts. It is also worth mentioning the previous process analysis – typically including machine and process capability analysis, shape of distribution, stability and capability indices.
Another extract of this article says: “SPC was pioneered by Walter A. Shewhart at Bell Laboratories in the early 1920s. Shewhart developed the control chart in 1924 and the concept of a state of statistical control.” The fundamental issue is that Shewhart discovered that the sources of variation of characteristic values in a series production process fall into two different classes.
There are two common mistakes when trying to reduce variation:
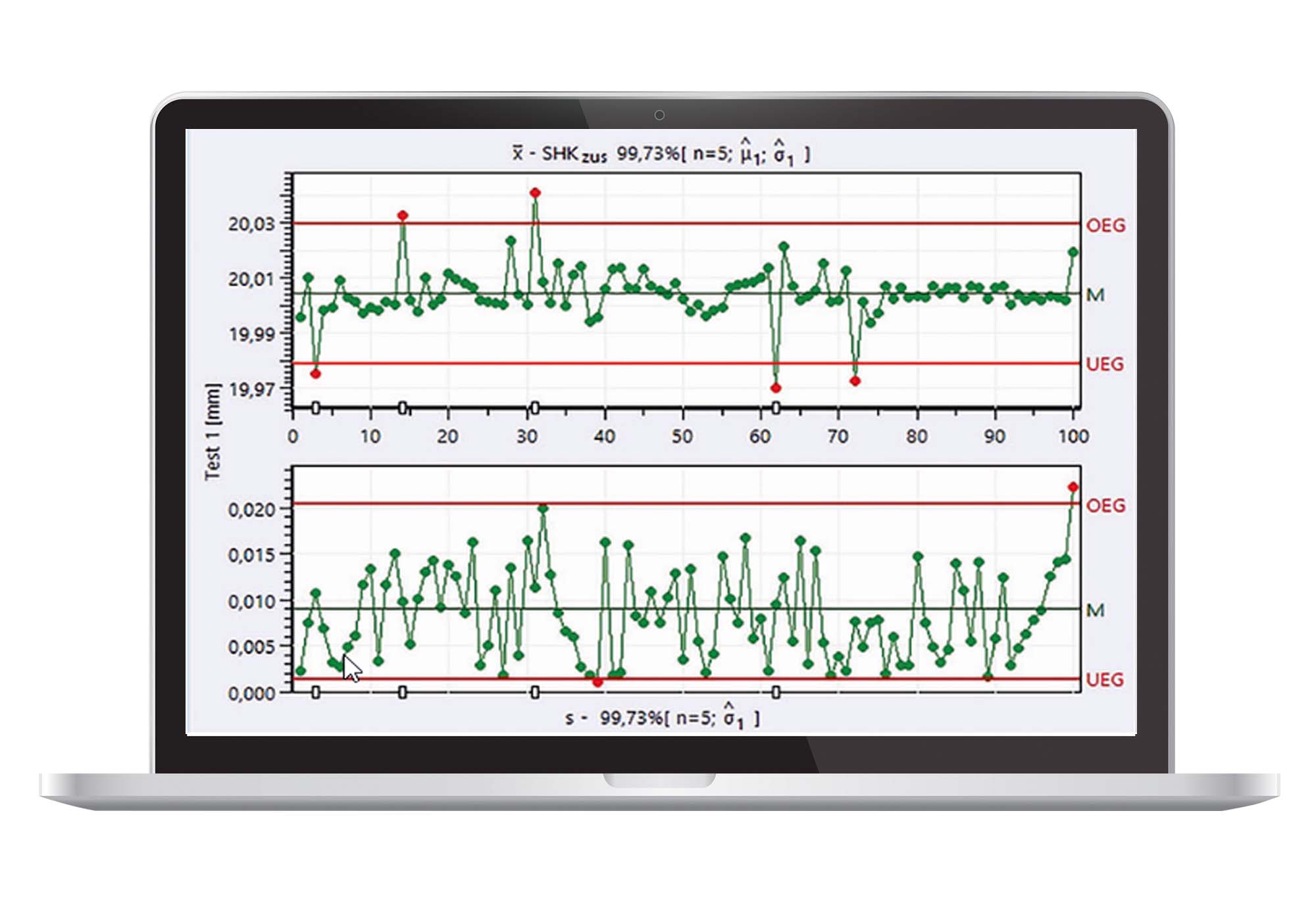
In order to distinguish these two sources of variation from each other and to minimise the number of errors, Shewhart developed “control charts“. Beyond doubt, they are the core element of statistical process control. However, I would like to repeat again that you can only apply quality control charts when you calculated them based on a previous process analysis...