EXPANDED MEASUREMENT UNCERTAINTY IN 100% INSPECTIONS
2019-06-19 - How to apply the second edition of VDA Volume 5 in practice
| Name | Usage | Duration |
|---|---|---|
| privacylayer | Status Agreement Cookie hint | 1 year |
| Name | Usage | Duration |
|---|---|---|
| _ga | Google Analytics | 2 years |
| _gid | Google Analytics | 1 day |
| _gat | Google Analytics | 1 minute |
| _gali | Google Analytics | 30 seconds |


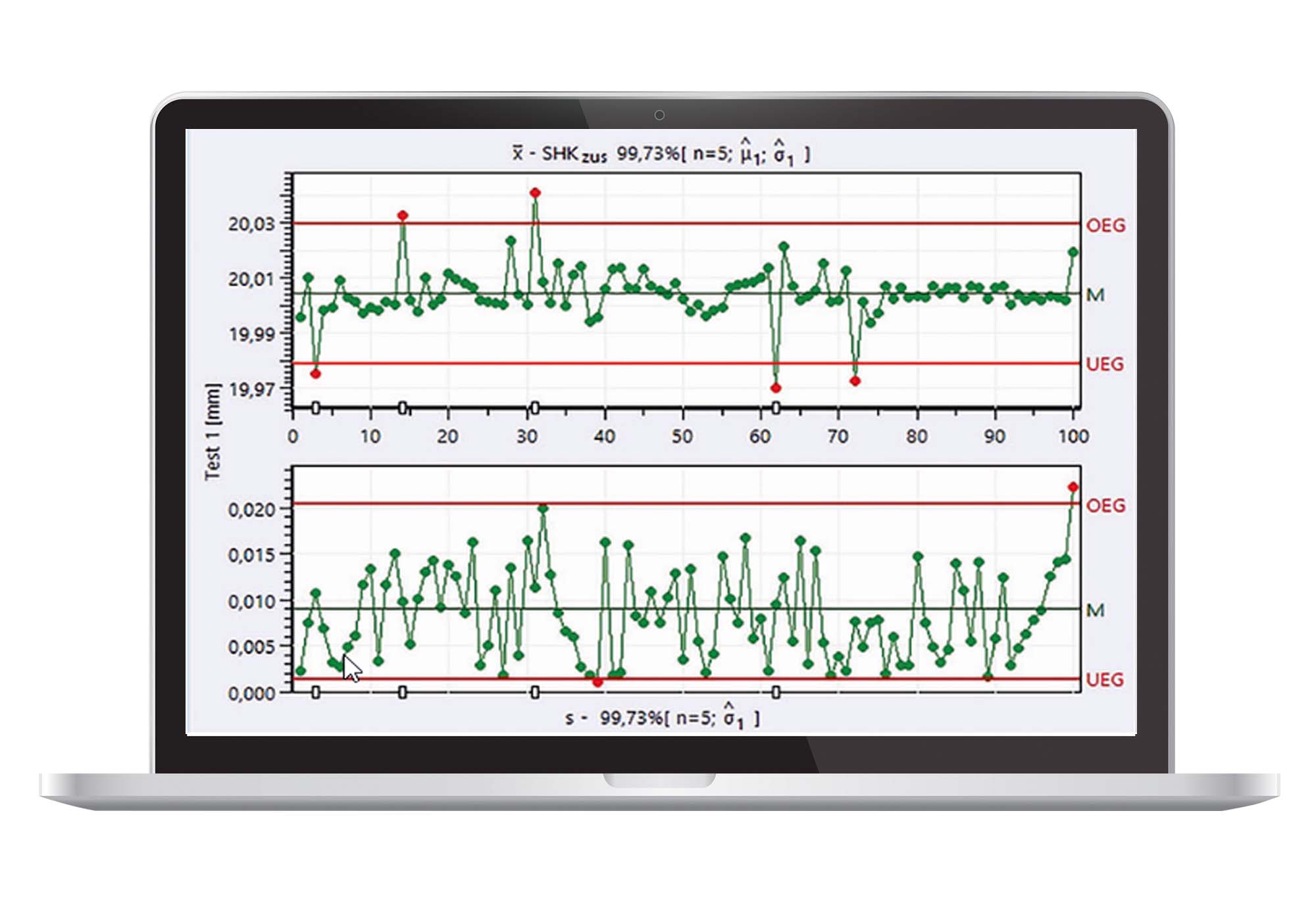
Statistical process control (SPC) proves that production processes meet the respective requirements. Since these processes manufacture products, you specify characteristics for each product and measure them. The documentation and even the final proof of capability are based on numerical and graphical results and frequently illustrated in quality control charts.
National and international standardisation, however, agreed on a definition describing SPC in terms of process control but involving the aspect of process improvement, too. Statistics of machine performance studies, measurement system and process capability analysis play an important role. Are you acquainted with this subject?
Our Q-QUIZ is published once a month. You can find the answer to all questions of the current quiz in the PDF file below.
This quiz was originally published in the April issue 2017 of the German magazine QZ Qualität und Zuverlässigkeit (http://www.qz-online.de/).