EXPANDED MEASUREMENT UNCERTAINTY IN 100% INSPECTIONS
2019-06-19 - How to apply the second edition of VDA Volume 5 in practice
| Name | Usage | Duration |
|---|---|---|
| privacylayer | Status Agreement Cookie hint | 1 year |
| Name | Usage | Duration |
|---|---|---|
| _ga | Google Analytics | 2 years |
| _gid | Google Analytics | 1 day |
| _gat | Google Analytics | 1 minute |
| _gali | Google Analytics | 30 seconds |


29 October 2012: Stephan Conrad
One-sided specification limits in the calculation of capabilities raise questions time and time again, especially when it comes to the difference between simple “one-sided limits” and “one-sided specifications with a natural limit”. This article illustrates the most important issues and provides you with possible solutions. However, first we are going to explain the meaning of “one-sided specification limits” and how to distinguish them from a “natural limit on one side”. The process capability results we are going to obtain can also be transferred to machine capabilities (Cm /Cmk) and preliminary process capabilities (Pp /Ppk), of course.
Two-sided specification limits consist of two limits between which a certain proportion of characteristic values falls. A characteristic may exceed both specification limits. In this case it proves nonconformity with specifications which leads to a product that is not okay.
Examples:
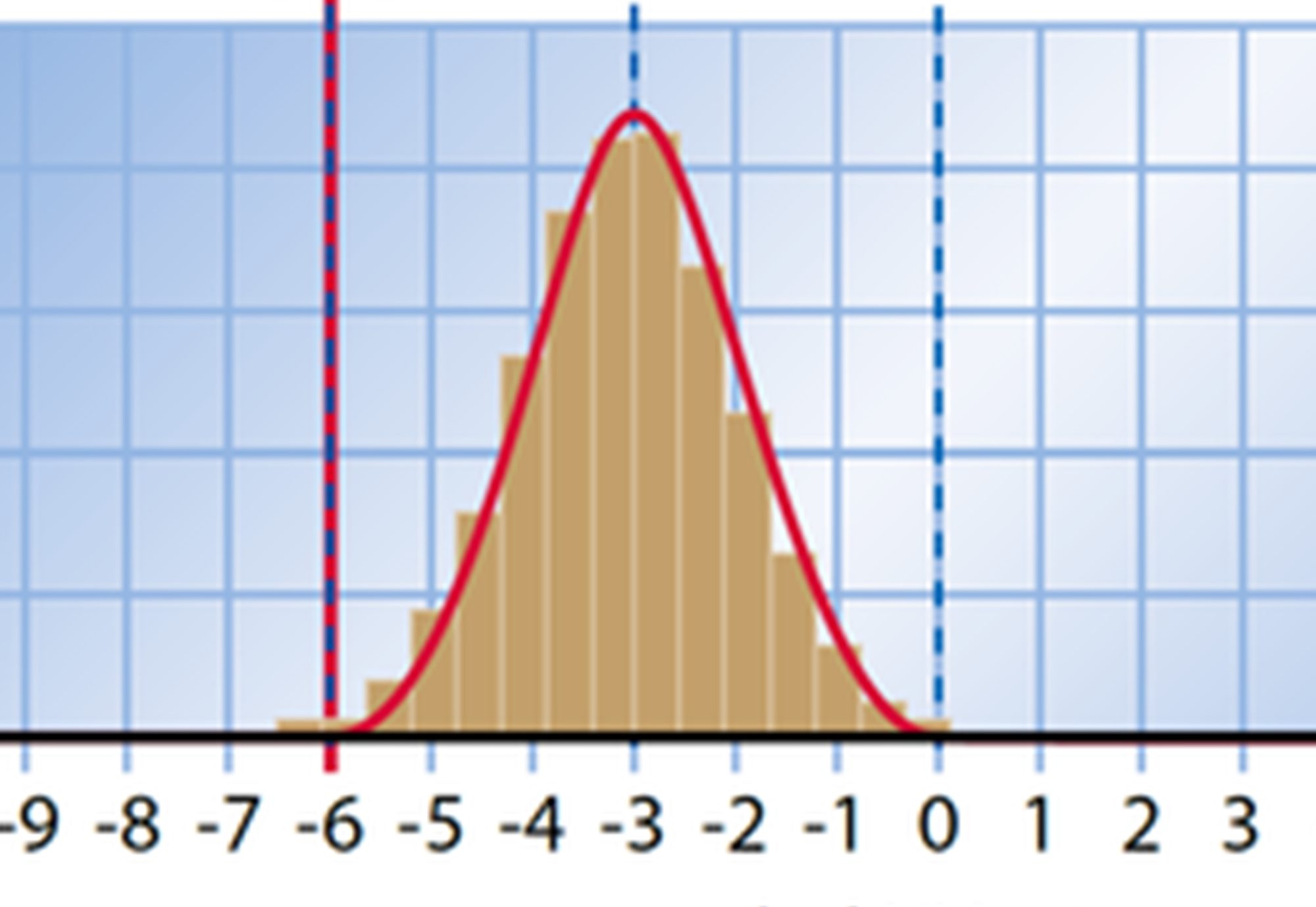
One-sided specification limits consist of a single upper or lower limit restricting the characteristic. The characteristic may exceed the limit (in case of an upper limit) or fall below the limit (in case of a lower limit) which proves nonconformity with specifications and thus leads to a product that is not okay...
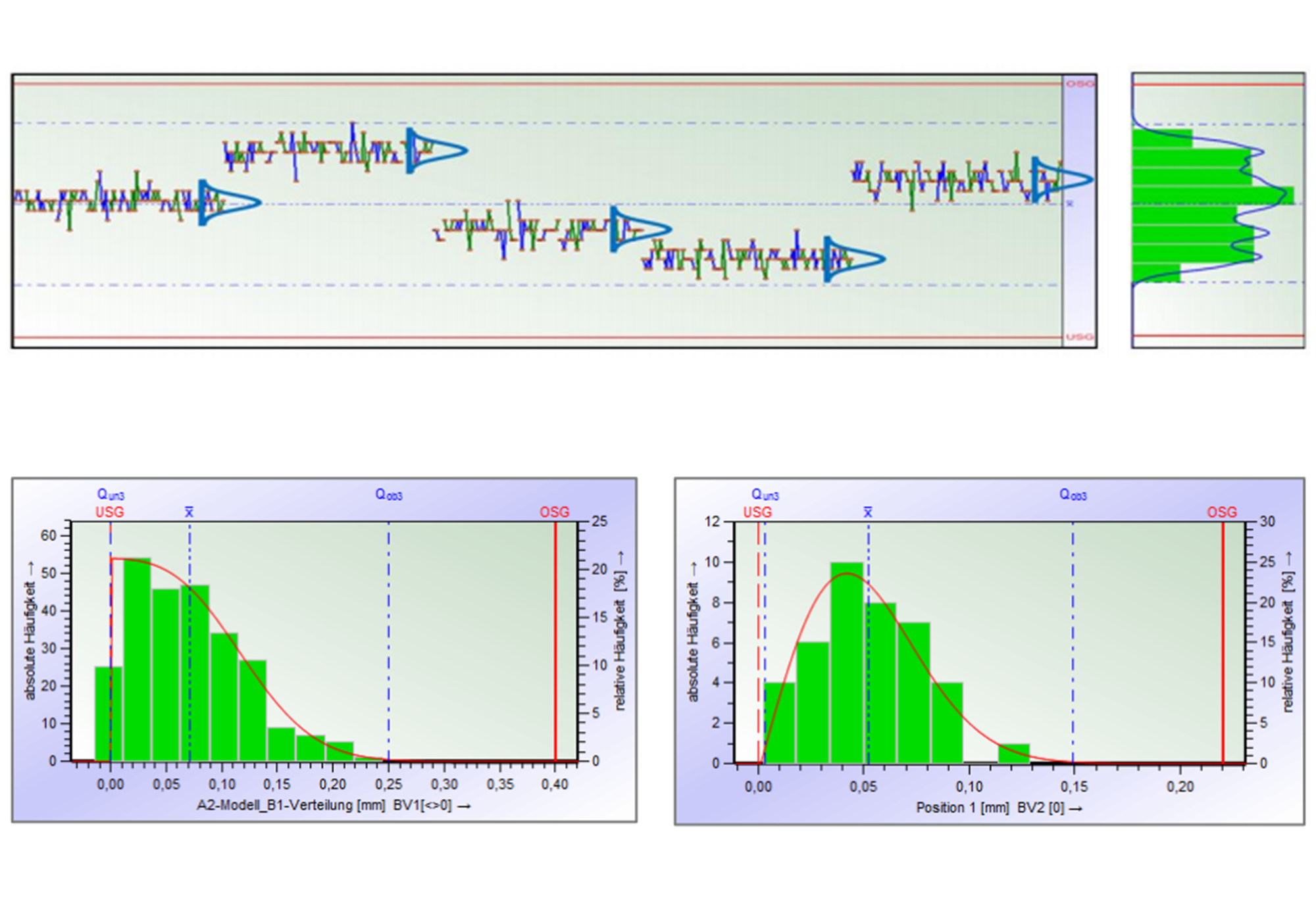
There is a special case of one-sided specification limits. They just have a single specification limit; however, they also consist of a second limit – a natural limit the characteristic is not able to exceed for technological or physical reasons...