THE SEVEN MOST FREQUENT ERRORS
2018-11-05 - ... in statistical process control
| Name | Usage | Duration |
|---|---|---|
| privacylayer | Status Agreement Cookie hint | 1 year |
| Name | Usage | Duration |
|---|---|---|
| _ga | Google Analytics | 2 years |
| _gid | Google Analytics | 1 day |
| _gat | Google Analytics | 1 minute |
| _gali | Google Analytics | 30 seconds |

31 March 2014: Edgar Dietrich
For historical reasons, “test planning” and “production planning” are two separate tasks in many companies. Companies thus apply different software packages to fulfill these tasks. They use CAQ systems (computer-aided quality) in quality assurance and MES systems (manufacturing execution system) in shop floor management. It is important to consider that a CAQ system is often part of a SPC system (statistical process control). So there is a high number of links between a CAQ system and a MES system with regard to various SPC functionalities.
The separation between SPC/CAQ and MES has lots of disadvantages in many respects. On the one hand, the CAQ/SPC system and the MES system sometimes record and store the same information simultaneously. On the other hand, both systems evaluate and visualize these data separately. These facts lead to unnecessary redundancies while recording, storing and evaluating data. Moreover, operators have to handle two systems having different frontend properties. They have to install and maintain both systems developed by different software providers, of course, which leads to considerably more extra effort and expense.
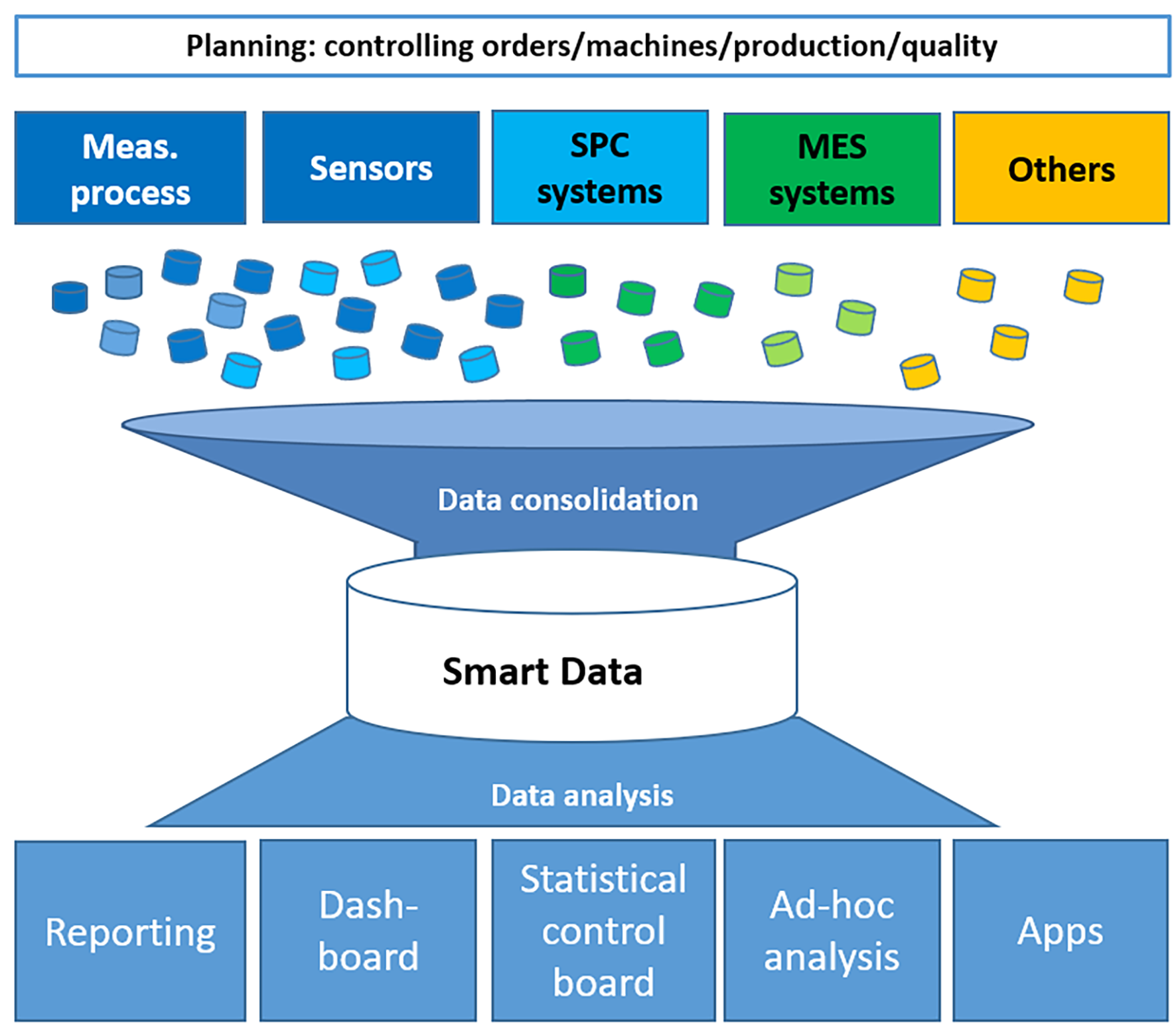
The approach of Industry 4.0 restructures individual systems, such as the CAQ, MES and SPC systems mentioned before, and integrates them as an embedded system into an overall system.
The figure below shows the first attempt to rearrange the systems in accordance with the targets of Industry 4.0.
So the first step is the combine the planning stage of (quality) test planning with the planning stages of order planning, manufacturing and production control to form a unit. This unit provides the basis for all the sub-systems on the level of operation and sort of controls the different measurement processes, SPC and MES systems. All sub-systems record the respective information and store them in a central data pool. In order to standardize evaluations, it is reasonable to use a single system for analyzing statistical data and preparing results.The advantages are that the operator has to get acquainted with one system only and the results
become comparable.
The current market situation shows the following trends. Firstly, many MES software providers extend their software functions with respect to quality assurance. Secondly, many providers of CAQ systems add MES functionalities to their software. We may contest whether this is the right way to go since each provider has been an expert in his field for years. Due to a lack of resources and know-how alone, many software providers will make a compromise when entering an unknown territory. The software will always consist of a strong and a weak component.
However, true to the motto “Cobbler, stick to your trade”, other providers of MES software solutions and CAQ systems focus on collaboration, which is a reasonable approach. The single systems are able to communicate via clearly defined interfaces (e.g. Q-DAS ASCII transfer format) or web service interfaces and based on activated call parameters of the functionalities or the interpretation of the Q-DAS Statistical Server. They are thus able to exchange required information. This approach offers a consistent data basis and standardizes the statistical evaluation of data.