EXPANDED MEASUREMENT UNCERTAINTY IN 100% INSPECTIONS
2019-06-19 - How to apply the second edition of VDA Volume 5 in practice
| Name | Usage | Duration |
|---|---|---|
| privacylayer | Status Agreement Cookie hint | 1 year |
| Name | Usage | Duration |
|---|---|---|
| _ga | Google Analytics | 2 years |
| _gid | Google Analytics | 1 day |
| _gat | Google Analytics | 1 minute |
| _gali | Google Analytics | 30 seconds |


21 April 2016: Wolfgang Schultz
Process capability describes the ability of a (production) process to produce characteristics meeting the specifcation. You usually conduct a process capability analysis to establish this capability. Process capability analysis is even used as a generic term for machine performance studies and process capability analyses, i.e. a two-stage approach.
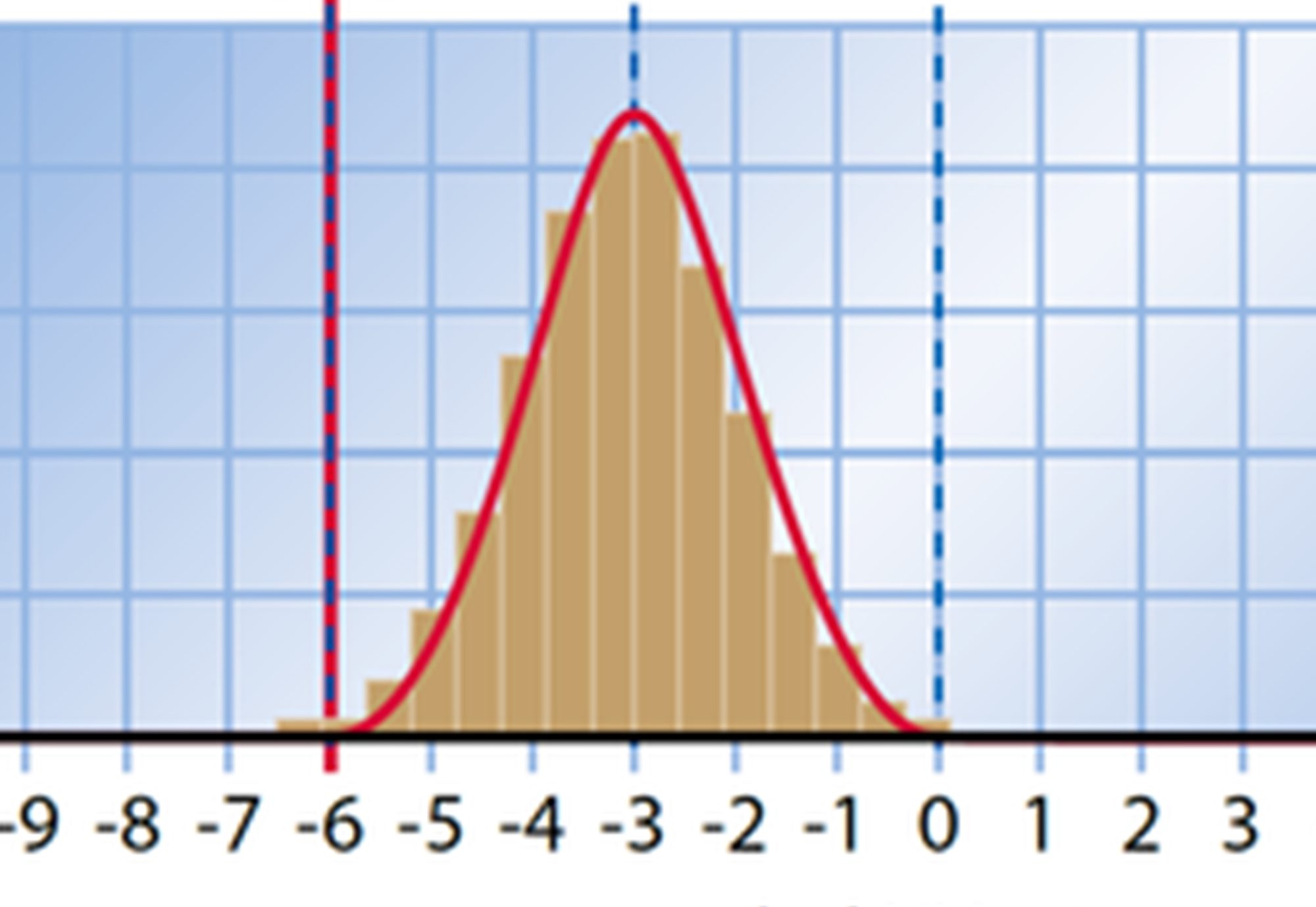
In order to perform a machine performance study, a machine or production facility normally produces 50 parts in one continuous production run over a short period of time. The influencing factors remain quite stable while the values of the characteristic to be inspected are measured. In many cases, the values approach a normal distribution function. Now you determine average and standard deviation s. You need them to calculate capability indices Cm and Cmk. When the values are normally distributed, the capability index Cm is the ratio between the tolerance range T and the sixfold standard deviation 6s. It thus refers to the relation between the variation range and the tolerance. The capability index Cmk is calculated from the ratio between the shorter (“critical“) distance from the average to the upper or lower specifcation limit USL / LSL and the threefold standard deviation 3s. Cmk considers the variation range and the centred process average within the specifcation. Non-normally distributed values require a different calculation method as defned in the ISO 22514 series of standards. The result of a machine performance study is also referred to as short-term capability. As an example, ISO 22514-3 recommends to establish machine performance based on 100 observations. ISO standards apply the symbols Pm and Pmk to short-term capability indices where P refers to performance.