DIE ERWEITERTE MESSUNSICHERHEIT BEI 100-%-PRÜFUNGEN
19.06.2019 - Wie die 2. Auflage des VDA 5 in der Praxis angewandt wird
| Name | Verwendung | Laufzeit |
|---|---|---|
| privacylayer | Statusvereinbarung Cookie-Hinweis | 1 Jahr |
| Name | Verwendung | Laufzeit |
|---|---|---|
| _ga | Google Analytics | 2 Jahre |
| _gid | Google Analytics | 1 Tag |
| _gat | Google Analytics | 1 Minute |
| _gali | Google Analytics | 30 Sekunden |


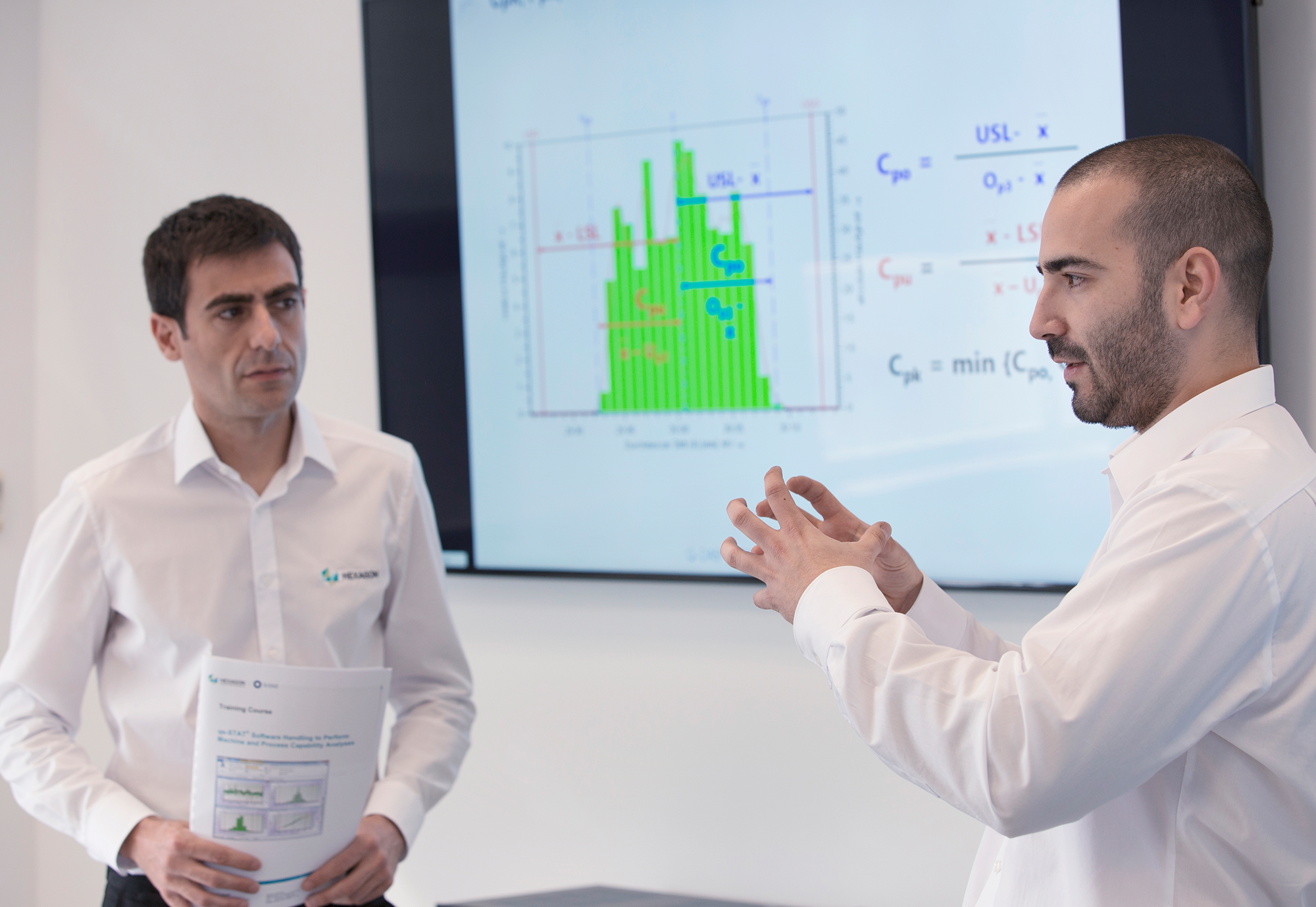
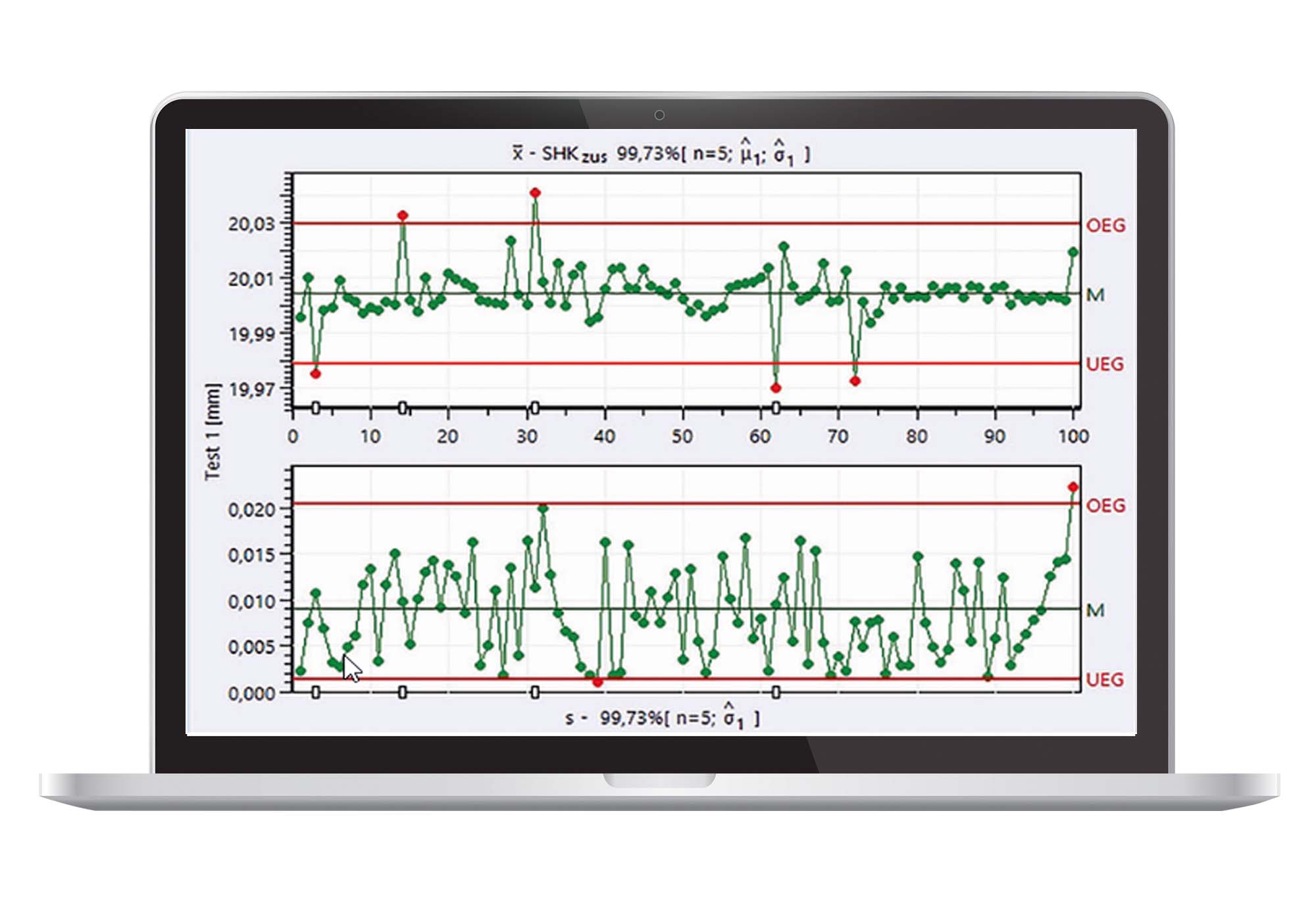
Die statistische Prozesslenkung (SPC) liefert einen Beleg dafür, dass Produktionsprozesse die jeweiligen Anforderungen erfüllen. Da diese Prozesse Produkte herstellen, werden für jedes Produkt Merkmale spezifiziert, die gemessen werden. Die Dokumentation und letztendlich auch die Beweisführung erfolgen numerisch und grafisch, oft auch anhand von Qualitätsregelkarten.
Die nationale sowie internationale Normung hat sich jedoch darauf verständigt, SPC nicht nur im Sinne von Prozesslenkung zu definieren, sondern auch im Sinne von Prozessverbesserung. Dabei spielen insbesondere die Kennwerte der Messsystem-, Maschinen- und Prozessfähigkeitsanalyse eine Rolle. Kennen Sie sich aus?
Dieses Rätsel wurde im April 2017 in der Fachzeitschrift QZ Qualität und Zuverlässigkeit veröffentlicht. Das aktuelle Preisrätsel der QZ finden Sie unter http://www.qz-online.de/service/preisraetsel.