EXPANDED MEASUREMENT UNCERTAINTY IN 100% INSPECTIONS
2019-06-19 - How to apply the second edition of VDA Volume 5 in practice
| Name | Usage | Duration |
|---|---|---|
| privacylayer | Status Agreement Cookie hint | 1 year |
| Name | Usage | Duration |
|---|---|---|
| _ga | Google Analytics | 2 years |
| _gid | Google Analytics | 1 day |
| _gat | Google Analytics | 1 minute |
| _gali | Google Analytics | 30 seconds |


13 November 2017: Stephan Conrad
Nowadays, measurement process capability according to VDA Volume 5 and/or ISO 22514-7 is well-established. The Volkswagen group (VW, Audi, Seat, Skoda…) adapted their VW 10119 guideline years ago, the LF5 Daimler guideline is already based on the latest edition of VDA Volume 5, BMW modified the group standard 98000 accordingly, Bosch updated booklet 8… however, this fact alone does not answer all the questions. This article discusses some current aspects that leave room for interpretation since they are not based on any “official” regulations. Read part 2 of this series of articles.
VDA Volume 5 only contains few information about onesided tolerances. To avoid confusions, we have to distinguish between different kinds of “one-sided tolerances”.
VDA Volume 5 does not yet offer a solution to the first case of a so-called tolerance unlimited to one side. The problem is that you require a tolerance T to calculate capability ratios; however, you cannot specify a tolerance in this case.
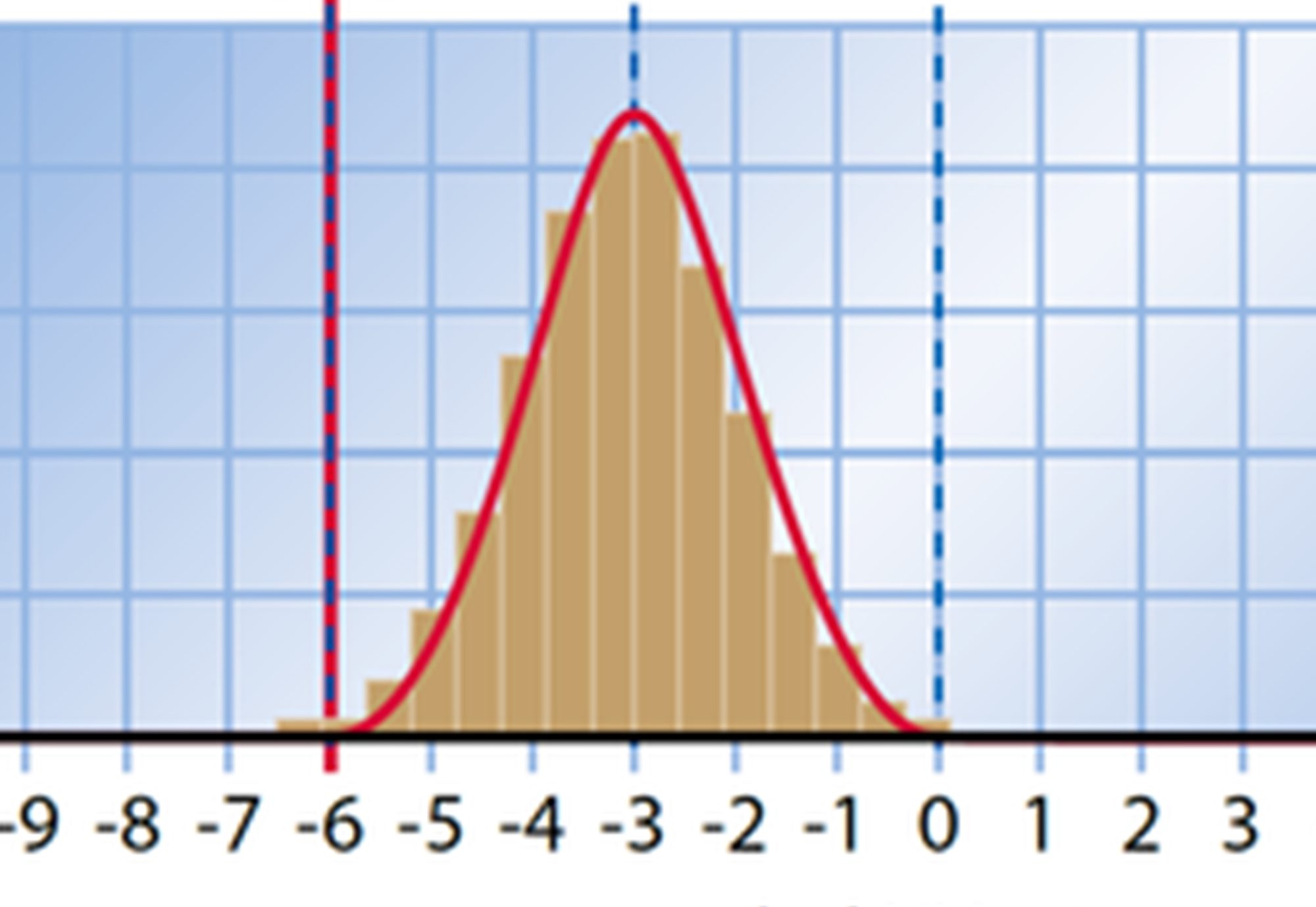
In the second case, the natural/physical/technical limit can be considered as a specification limit; you are thus able to calculate the tolerance T. This approach is common practice in measurement system analysis.
However, there is one fact in the debate about conformance zones that is worth mentioning. According to VDA Volume 5, the specification has to be extended by U at the upper and at the lower limit, at least from a supplier’s perspective...