METHODEN UND WERKZEUGE FÜR DIE ENTWICKLUNG VON PRODUKTEN UND PROZESSEN
27.05.2020 - Vom Funktionsmodell zu den Strukturen
| Name | Verwendung | Laufzeit |
|---|---|---|
| privacylayer | Statusvereinbarung Cookie-Hinweis | 1 Jahr |
| Name | Verwendung | Laufzeit |
|---|---|---|
| _ga | Google Analytics | 2 Jahre |
| _gid | Google Analytics | 1 Tag |
| _gat | Google Analytics | 1 Minute |
| _gali | Google Analytics | 30 Sekunden |


19.07.2018: Roman Wenig
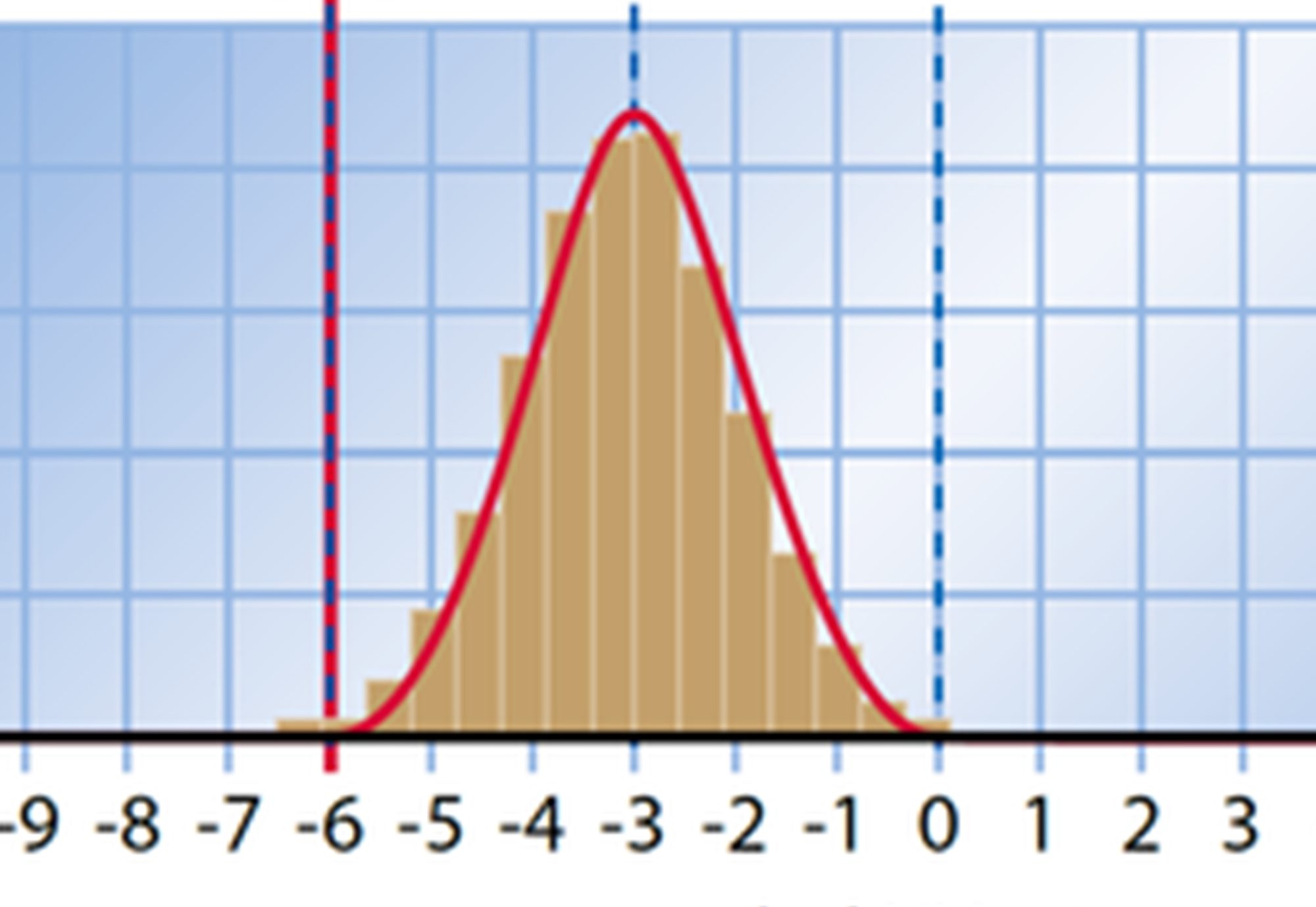
Wenige Zahlen sind so umstritten wie die der Fehlerrate von 3,4 ppm, die mit Six Sigma erreicht werden kann. Fakt ist, dass der Zahlenwert von 3,4 ppm unter Zugrundelegung verschiedener Annahmen korrekt richtig ist. Die Annahmen unterstellen die Anwendung des Modells der Normalverteilung und eine Standardabweichung Sigma, die exakt 12-mal in die Toleranz passt. Das führt bei einem zentrierten Prozess zu einer traumhaften Fehlerrate von 0,002 ppm! Rein rechnerisch betrachtet wird so ein Fähigkeitskennwert von Cp = 2,0 erreicht. Wenn dann noch eine (empirisch ermittelte) zulässige Verschiebung des Erwartungswertes aus der Toleranzmitte um maximal 1,5 Standardabweichungen (1,5 sigma-shift) auftritt, führt das zu der bekannten Fehlerrate von 3,4 ppm – und einem „Worst-case-Fähigkeitsindex“ von Cpk = 1,5. Fakt ist aber auch, dass die wenigsten Produktionssysteme jemals eine Million Einheiten unter Wiederholbedingungen herstellen.
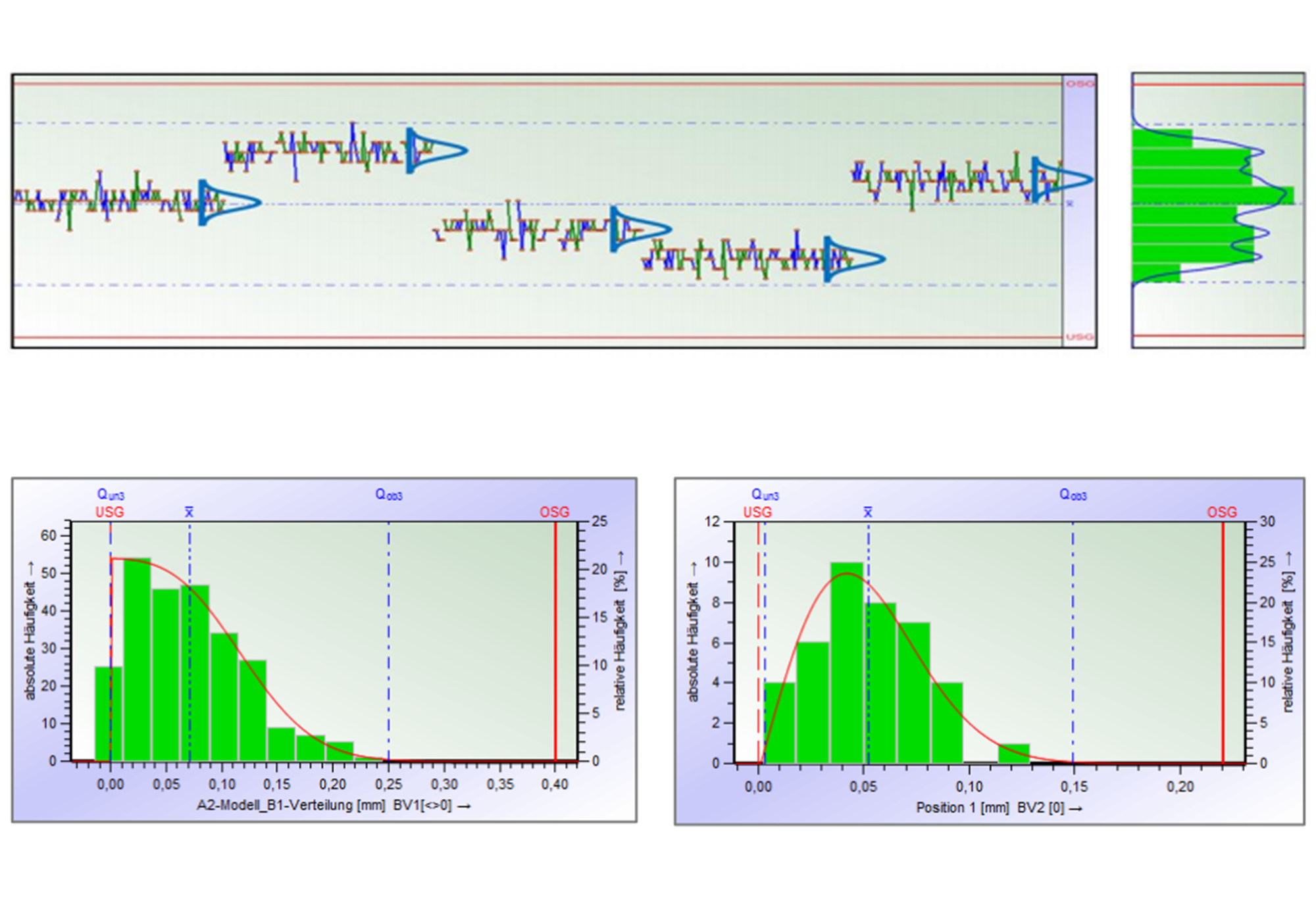
Die Realität ist, dass die explodierende Variantenvielfalt die Größe der Fertigungslose auf ein Minimum reduziert hat. Das heißt nicht, dass die Arbeit der Green und Black Belts vergebens ist, ganz im Gegenteil...