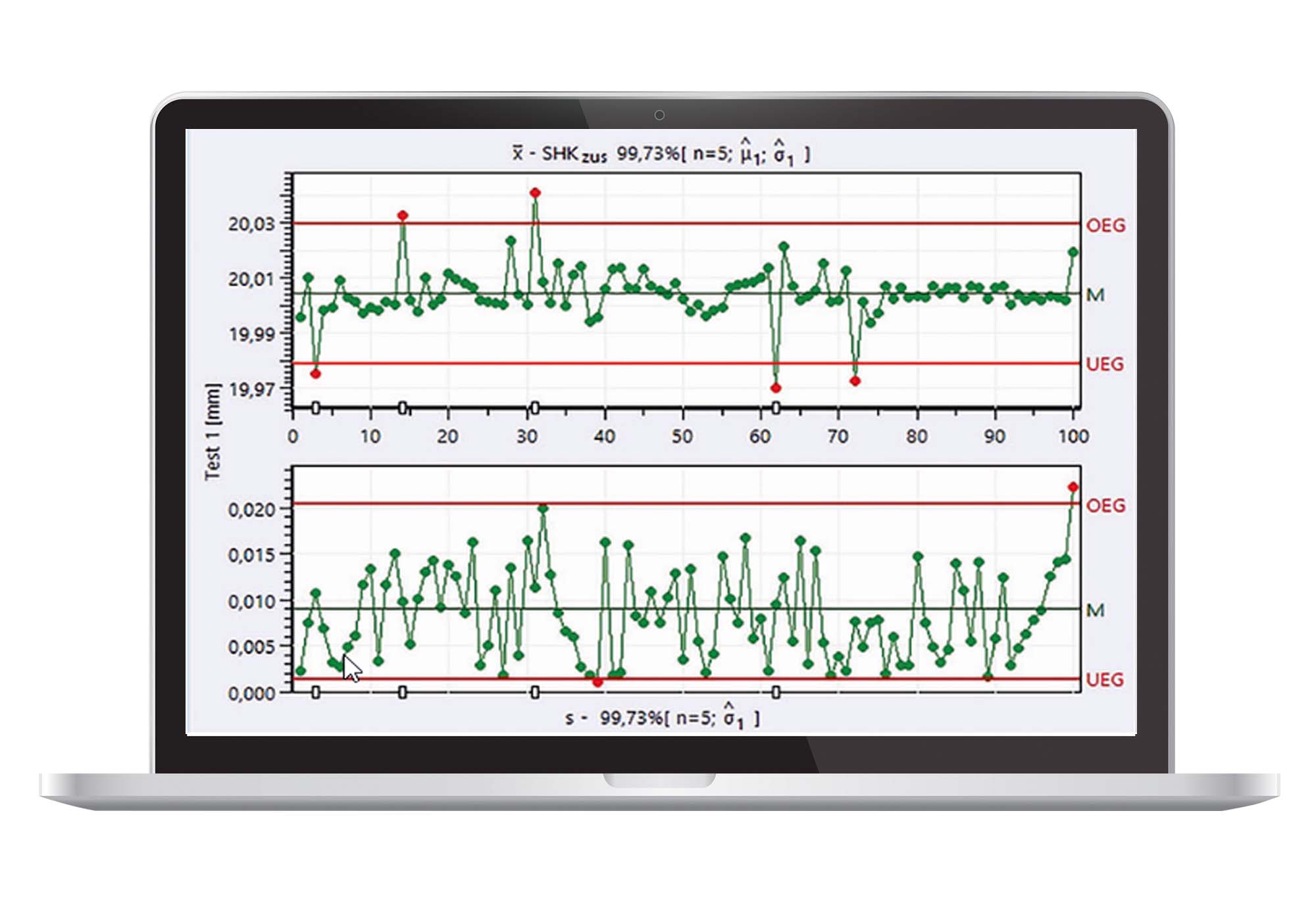
Wie das folgende Beispiel zeigt, kommt es bei Fähigkeitsanalysen darauf an, wie sensibel Qualitätsregelkarten reagieren. Für eine Nuttiefe von 10,2 ± 0,06 hat die Prozessfähigkeitsanalyse einen normalverteilten Prozess mit Cp = 1,69 und Cpk = 1,43 ergeben. Darauf basierend berechnen Sie eine Shewhart-Regelkarte für Median und Standardabweichung. Der Stichprobenumfang beträgt 5 und die Eingriffsgrenzen entsprechen einem Zufallsstreubereich von 99,73 %.
1. Nach einem Werkzeugwechsel haben Sie die Maschine erneut auf die Toleranzmitte eingestellt. Die nächsten fünf Stichprobenmittelwerte liegen nur oberhalb der Toleranzmitte. Was ist Ihre Schlussfolgerung daraus?
- Das kann Zufall sein – weiter beobachten.
- Das Messgerät ist dejustiert.
- Das Werkzeug muss ausgetauscht werden.
2. Nach einem plötzlichen Lagerschaden im Antrieb des Fräswerkzeugs hat sich die Streuung um den Faktor 1,5 vergrößert. Das wird daran ersichtlich, dass…
- … bei der nächsten Stichprobe die Eingriffsgrenze der Streuungsspur überschritten wird.
- … in der nächsten Stichprobe mindestens ein Wert außerhalb der Spezifikation liegt.
- … sehr wahrscheinlich einer der nächsten 10 Mittelwerte die Eingriffsgrenzen verletzt.
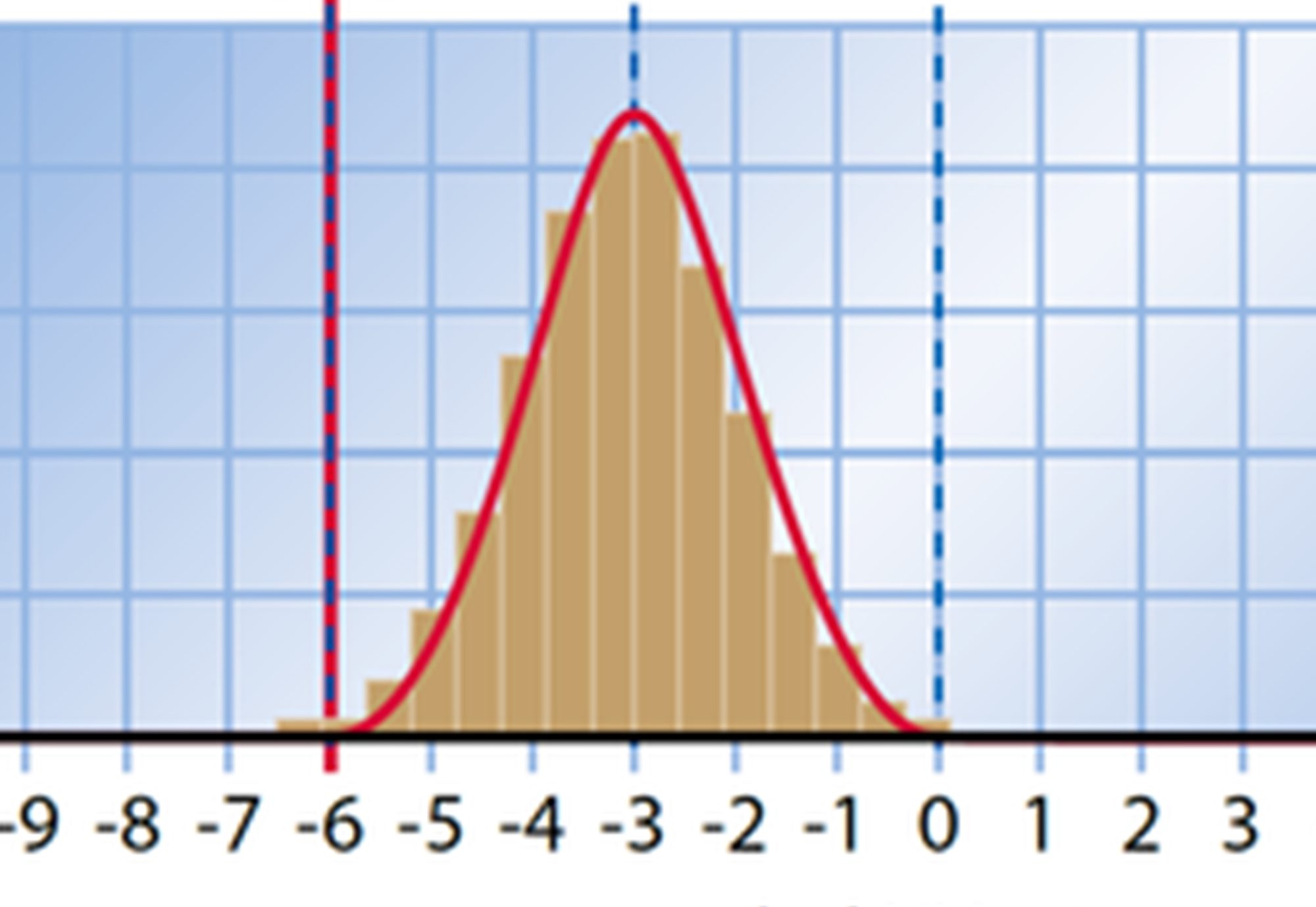
3. Nachdem das Lager repariert ist, führen Sie eine Maschinenfähigkeitsanalyse durch und erhalten Cm = 2. Sie stellen die Maschine erneut auf die Toleranzmitte ein, reduzieren den Prüfumfang und prüfen nur jedes 50. Teil. Wie wirken sich Störungen nun aus?
- Eine Verdopplung der Standardabweichung des Prozesses ist kaum erkennbar, obwohl Sie mit einem Ausschussanteil von etwa 3.000 ppm rechnen müssen.
- Eine Lageveränderung um 3/100 ist kaum erkennbar, allerdings hätten Sie in diesem Fall immer noch weniger als 0,1 % Ausschuss.
- Verändert sich die Lage um 6/100, wird diese Änderung nicht erkannt, obwohl diese zu einem Ausschuss von rund 50% führt.
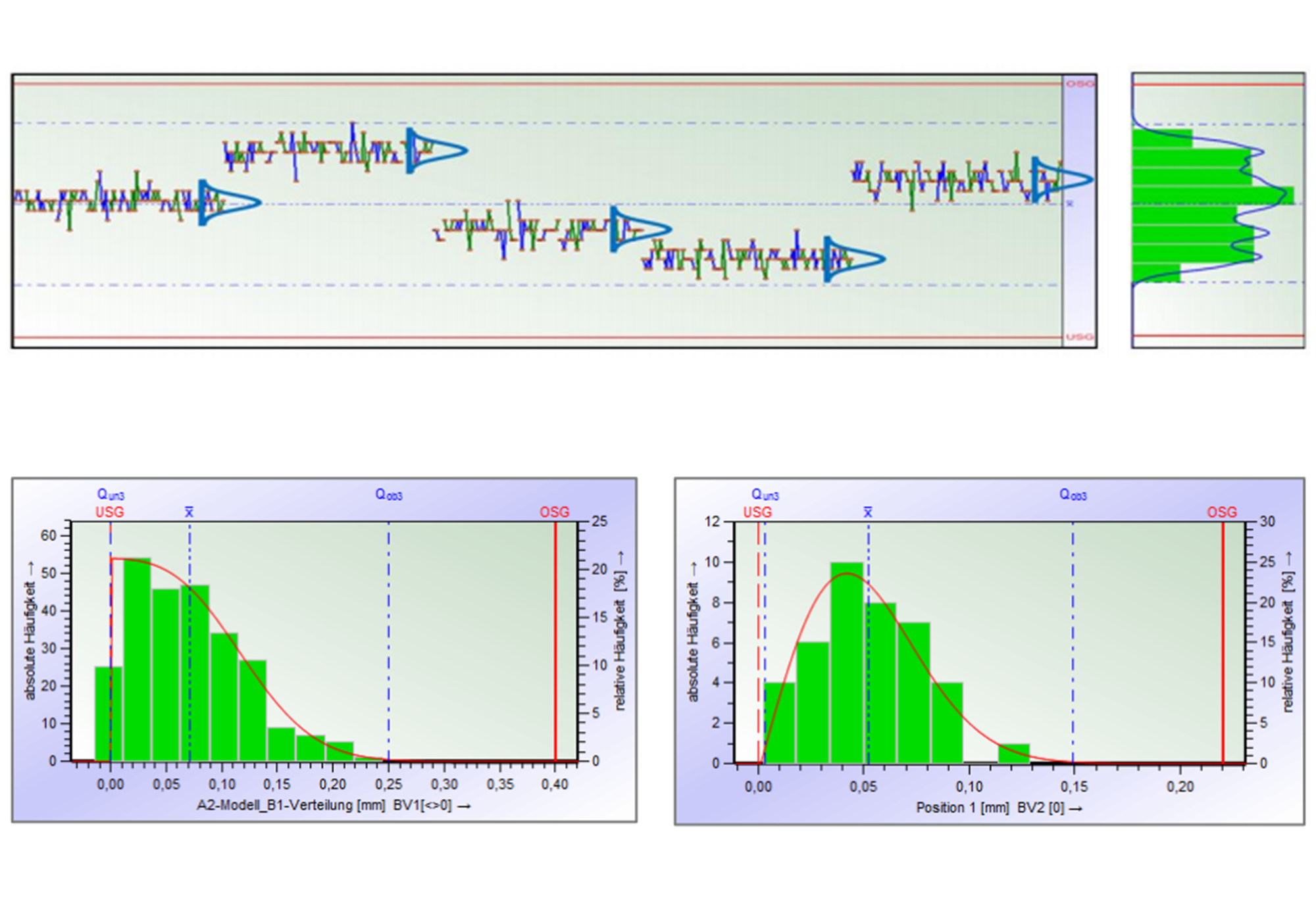
4. Mit einem Kunststoffspritzgießverfahren stellen Sie ein Verteilerstück her, dessen Stückgewicht ein Maß für die fehlerfreie Herstellung ist. Allerdings variiert das Stückgewicht zwischen den Materialchargen des eingesetzten Kunststoffgranulats, während die Streuung konstant bleibt. Wie lässt sich dieser Prozess überwachen?
- Für jede Materialcharge berechnen Sie die Maschinenfähigkeit Cm und Cmk sowie die Regelkarte neu.
- Für die Lagespur setzen Sie eine Shewhart-Regelkarte mit erweiterten Eingriffsgrenzen ein. Die Eingriffsgrenzen der Streuungskarte bleiben dagegen unverändert, da sie Änderungen des Stückgewichts sensibler Anzeigen als die Lagespur.
- Sie berechnen die Gesamtstreuung aus allen bisher erfassten Werten und legen damit die 99,73-prozentigen Eingriffsgrenzen für Mittelwert und Standardabweichung fest.
Dieses Rätsel wurde im Dezember 2017 in der Fachzeitschrift QZ Qualität und Zuverlässigkeit veröffentlicht. Das aktuelle Preisrätsel der QZ finden Sie unter http://www.qz-online.de/service/preisraetsel.