AKTUELLES AUS DER NORMUNG
11.02.2021 - Neuerungen und Änderungen
| Name | Verwendung | Laufzeit |
|---|---|---|
| privacylayer | Statusvereinbarung Cookie-Hinweis | 1 Jahr |
| Name | Verwendung | Laufzeit |
|---|---|---|
| _ga | Google Analytics | 2 Jahre |
| _gid | Google Analytics | 1 Tag |
| _gat | Google Analytics | 1 Minute |
| _gali | Google Analytics | 30 Sekunden |

22.05.2015: Edgar Dietrich
Aufgrund von verschiedensten Einflüssen ist es unwahrscheinlich, dass der bei der Messung angezeigte Wert genau der richtige ist. Um den Bereich, in dem der richtige Wert liegt, zu konkretisieren, ermittelt man die erweiterte Messunsicherheit. Das Messergebnis ergibt sich dann aus dem Messwert plus/minus der erweiterten Messunsicherheit. Doch diese wird mit unterschiedlichen Verfahren ermittelt.
Wie wird die erweiterte Messunsicherheit ermittelt und ist diese für die jeweilige Messaufgabe akzeptabel oder nicht? Um diese Fragen beantworten zu können, sind in den letzten Jahrzehnten mehrere Normen, Verbands- und Firmenrichtlinien entstanden. Diese laufen unter den Begriffen wie Prüfprozesseignung, Messmittel- bzw. Lehrenfähigkeit, Messsystemanalyse, Fähigkeit von Prüfprozessen oder Ermittlung der erweiterten Messunsicherheit. Warum gibt es so viele unterschiedliche Möglichkeiten und nicht genau ein Verfahren, das diese Thematik abdeckt? Dies wird durch einen Blick in die Vergangenheit verständlich, der die Entwicklungsgeschichte der im Laufe der Zeit entstandenen Dokumente zeigt.
Als man Mitte der 90er-Jahre SPC (Statistical Process Control) in die Produktion einführte, ging dies mit der heute selbstverständlichen Werker-Selbstprüfung einher. Der damals vorhandene Bereich „Qualität“, der für die „Qualitätskontrolle“ verantwortlich war, wurde aufgelöst. Dafür wurde den Werkern die Verantwortung für die Qualität der jeweils zu bearbeitenden Produktmerkmale übertragen.
Um diese Aufgaben übernehmen zu können, wurden in Maschinennähe an sogenannten SPC- oder Messplätzen Messgeräte zur Verfügung gestellt, um bei Bedarf die erforderliche Messung direkt durchführen zu können. Über das Thema, ob die jeweiligen Messgeräte überhaupt in der Lage waren, die Messaufgabe mit der ausreichenden Genauigkeit zu erfüllen, machte man sich zunächst wenig Gedanken. Schnell musste man aber feststellen, dass die in den Messwerten enthaltenen Abweichungen und die Streuung nicht nur vom Fertigungsprozess, sondern auch vom Messprozess selbst kommen. Oftmals war die Streuung infolge des Messprozesses sogar größer als die Streuung des Fertigungsprozesses.
Spätestens jetzt war der Zeitpunkt gekommen, sich mit dem Thema „Eignungsnachweise von Messbzw. Prüfprozessen“ zu beschäftigen. Dies geschah Ende der 90er-Jahre quasi zeitgleich auf mehreren Ebenen. So entstanden ISO-Normen, Verbandsrichtlinien der AIAG (Automotive Industry Action Group) bzw. des VDA (Verband der Automobilindustrie) und die verschiedensten Firmenrichtlinien. Dabei gibt es prinzipiell zwei unterschiedliche Ansätze bezüglich der Vorgehens- und Denkweise.
In der Automobilindustrie hat man sich anfangs in den Richtlinien – eine GUM (Guide to the Expression of Uncertainty in Measurement) gab es zu diesem Zeitpunkt noch nicht – in erster Linie mit der Fähigkeit von Messsystemen auseinander gesetzt. Also die Frage beantwortet, ob das Messsystem für die jeweilige Messaufgabe fähig ist oder nicht. [...]
Die erste Norm zur Bestimmung der erweiterten Messunsicherheit war die 1995 veröffentlichte GUM (zu deutsch „Anleitung zur Bestimmung der Messunsicherheit“), die einerseits das Maß aller Dinge darstellt, andererseits aber aufgrund der Komplexität für Messaufgaben in der Fertigung nur bedingt anwendbar ist. Dies ist in Messräumen anders. So müssen alle Kalibrierlabore für eine Akkreditierung nach ISO/IEC 17025 die erweiterte Messunsicherheit gemäß GUM für alle Einheiten, die von den Laboratorien zur Kalibrierung von Messgeräten genutzt werden, nachweisen. [...]
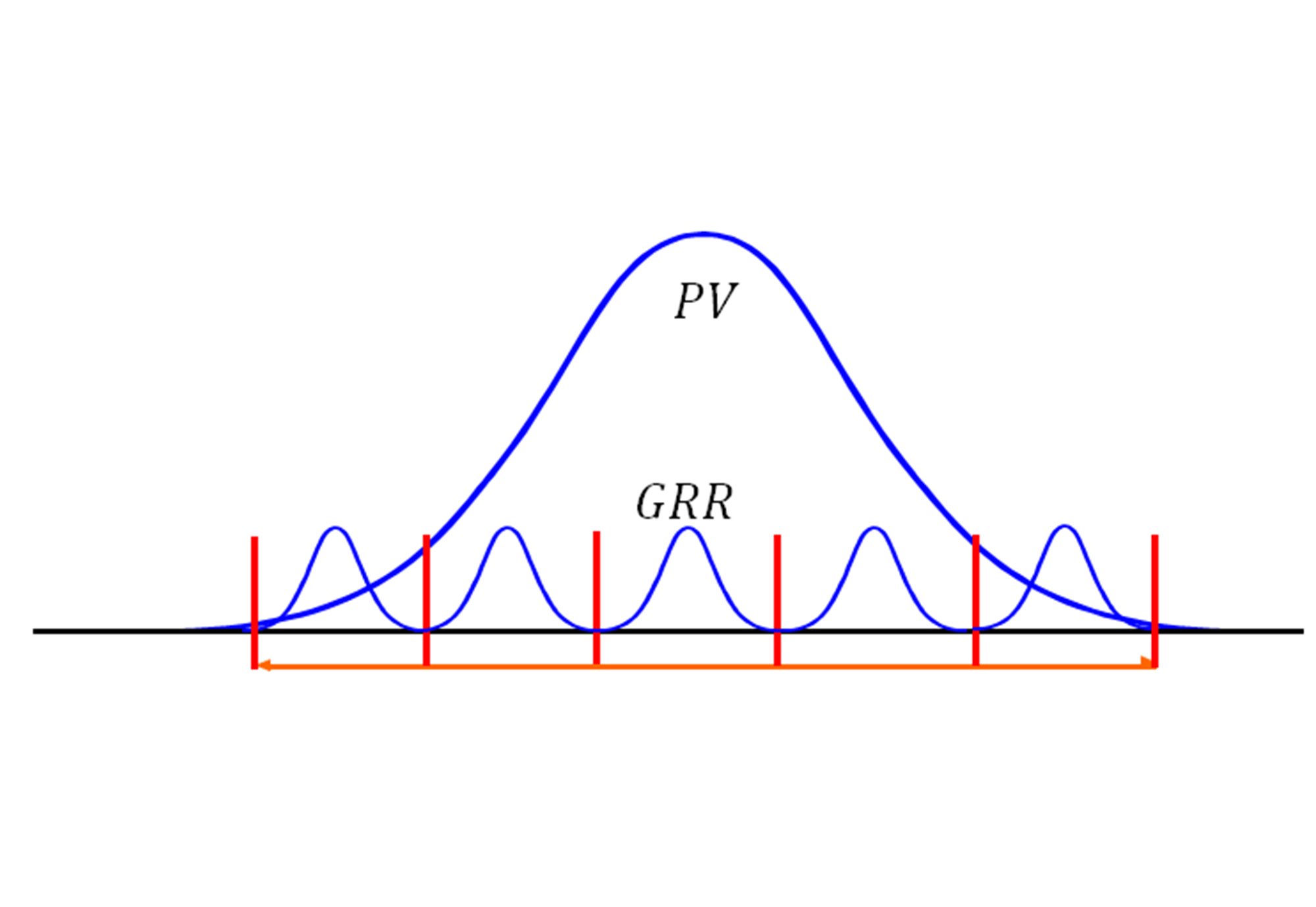
Die MSA hat ihren Schwerpunkt auf der Bestimmung des sogenannten GRR-Wertes (Gage Repeatability and Reproducibility), der in erster Linie die Wiederholbarkeit (Gerätestreuung am Objekt) und die Vergleichbarkeit (Bedienereinfluss) des Messsystems im realen Einsatz untersucht. Sicherlich sind dies häufig die Haupteinflüsse, die zu einer erhöhten Messunsicherheit führen. Die Vorgehensweise zur Bestimmung des GRR-Wertes wird in der Firmenrichtlinie als Verfahren 2 oder Type-2 Study bezeichnet. Allerdings sind weitere Einflüsse wie Kalibrierunsicherheit, Linearitätsabweichungen, Formabweichungen am Prüfobjekt, Temperaturschwankungen oder Temperaturunterschiede zwischen Prüfobjekt und Messgerät vorhanden, die ebenfalls das Messergebnis beeinflussen...